In this post you will read about welding defects, what are the types of welding defects? How do they occur? What are the causes and remedies, and how do you fix them? And much more.
What are Welding Defects?
Welding defects occur in the welding process caused by defective welding techniques or welding patterns. The defect could be different from the weld bead’s appropriate shape, size, and quality.
Welding defects can appear on the surface as well as the inside of the weld metal. Some defects may be acceptable if they are within safety parameters, but some cracks are never fine.
Let’s talk about the different types of welding defects that might occur while welding.
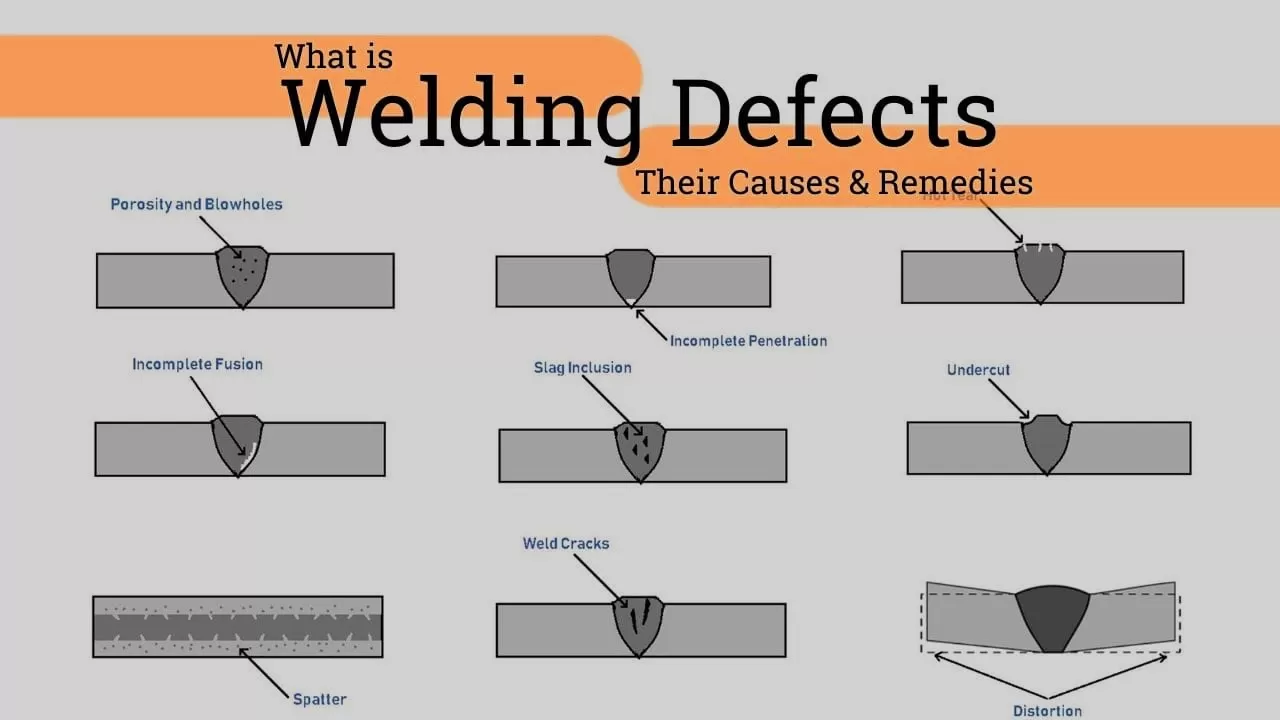
Types of Welding Defects
Welding defects are divided into two categories: exterior and interior defects.
Exterior Welding Defects
- Porosity
- Weld Crack
- Spatter
- Undercut
- Crater
- Overlap
Interior Welding Defects
- Incomplete penetration
- Slag Inclusion
- Incomplete Fusion
- Necklace cracking
Exterior Welding Defects
The following are the diverse types of external defects, along with their causes and remedies:
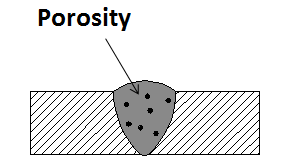
1. Porosity
Porosity is a cluster of little bubbles, whereas blowholes are comparatively large concealed holes or pores. They are caused mainly by trapped gases. Porosity is caused by weld metal deposition.
Causes of Porosity
- When the electrode isn’t genuinely effective, this occurs.
- Using a longer arc may help you to improve.
- The amount of current used in welding has grown.
- The rusty or oily welding surface.
Remedies for porosity
- Picking the appropriate electrode.
- Reduce the welding current
- Slowing the operation and using a minor arc to allow the gases to pass.
- Use a suitable procedure to remove rust or grease from the surface.
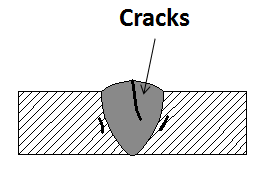
2. Weld Crack
These are the most hazardous types of welding defects. It is prohibited in operation by mostly all standards. It can appear on the surface, in the weld metal, or a place with a lot of heat.
Depending on the temperature, different types of cracks may form during welding.
1. Hot Cracks
Hot cracks can arise during the welding process or the crystallization phase of the weld zone. At this time, temperatures can approach 10,000 degrees Celsius.
2. Cold Cracks
These cracks form after the weld is completed and the metal temperature has cooled. They can even be made after the steel has been welded, hours or days later. This is most typical when a steel frame develops cracks.
3. Crater Cracks
Such cracks emerge toward the end of the welding operation even before operators accomplish the weld joint. They’re constantly made near the final step.
The weld volume must be large enough to compensate for metal shrinkage when the weld pool cooled down and froze. A crater crack will form eventually.
Causes of Weld Crack
- The flexibility of the supplied base metal is low.
- A crack might form if there is residual stress on the weld metal.
- The stiffness of the joint, which prevents the metals from expanding or contracting.
- Cracks may emerge if there is a lot of sulfur and carbon in the mixing.
- Using hydrogen as a shielding gas while welding stainless steels
Remedies for Weld crack
- Using the correct technique might help reduce the possibility of a crack.
- Cracks can be reduced by preheating the weld and slowing down the cooling speed of the joint.
- Use good weld joints to reduce the distance between the weld joints.
- While welding, the clamping force is gradually released, increasing the fill-to-capacity of the welding material.
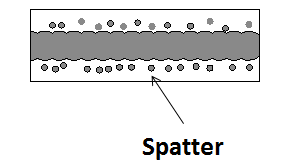
3. Spatter
Spatters are thin metal particles that gather on the base metal along the length of the weld bead due to the arc during welding. In gas metal arc welding, this is a common phenomenon.
Causes of Spatter
- A high welding current can produce this defect.
- The more prolonged the arc, the more likely this defect will appear.
- The polarity is inaccurate.
- A lack of enough gas shielding could be the source of this problem.
Remedies for Spatter
- Shortening the welding arc and lowering the welding current
- Welding with proper polarity and in compliance with welding conditions.
- Increasing the panel angle and using appropriate gas shielding.
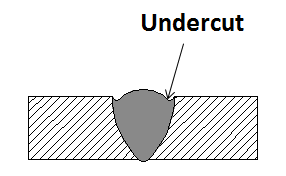
4. Undercut
Undercut in welding is caused by the development of holes in the weld toe, which reduces the bridge thickness of the base metal and generates a defect. As a result, the weld and the workpiece are weakened.
Causes of Undercut
- When the angle is incorrect, more heat is provided to the free edges.
- Welding speed was extremely fast.
- Welding procedures that aren’t up to standard.
- Gas shielding and filler material were used incorrectly.
- The weld current is very high.
- Larger-diameter electrodes are used.
Remedies for Undercut
- Using the proper electrode angle and focusing more heat on thicker components.
- The travel speed of the electrode should be slowed, but not too much.
- The multipass technique is suggested.
- Choosing the appropriate shielding gas structure for the welding material.
- When approaching them, use a sufficient stream to eliminate thin areas and free corners.
- The arc length is reducing.
5. Crater
When the crater isn’t filled before the arc splits, the outside edges of the crater cool faster than the crater itself. This causes a crack to form as a result of the stress.
Causes of the crater
- The torch is held at the wrong angle.
- Making use of a large electrode.
- Welding technique that isn’t satisfactory.
Remedies for crater
- Using a suitable torch angle can help to reduce metal stress.
- Using a tiny electrode may help to reduce crater size.
- Make sure you’re using good technique.
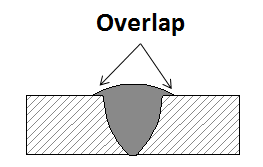
7. Overlap
When the weld face reaches beyond the weld toe, this defect occurs. In this case, the weld metal rolls and forms an angle less than 90 degrees.
Causes of Overlap
- Welding method that isn’t good enough anymore.
- If larger electrodes are applied, this problem may develop.
- Welding current is high.
Remedies for Overlap
- Welding with a suitable method.
- Make use of a bit of electrode. 3. Welding current is reduced.
Interior Welding Defects
The following are the diverse types of internal defects, along with their causes and remedies.
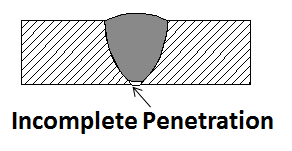
1. Incomplete Penetration
In these types of welding defects, the distance between the highest surface of the base plate and the maximum extent of the weld nugget is referred to as penetration.
The weld metal does not entirely extend over the joint thickness when the metal gap is not filled, resulting in incomplete penetration.
Causes of Incomplete Penetration
- Metal deposition in the weld is decreased.
- Using an incorrectly sized electrode.
- Welding technique that is not really up to standard.
- The electrode is placed incorrectly.
Remedies for Incomplete Penetration
- Increased metal deposition at the weld.
- Double-check that the electrode is the proper length.
- Using the proper welding methods.
- Ensure the electrode is in the correct location.
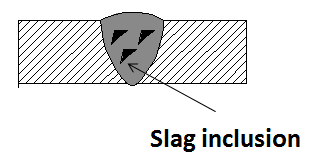
2. Slag Inclusion
Slag inclusion is a type of weld defect. Slag is produced by stick welding, flux-core arc welding, and submerged arc welding, and it is a toxic product.
When flux, a solid shielding material used in welding, melts in the weld or on the surface of the weld zone, this can happen. Slag inclusion weakens the joint by reducing its strength.
Causes Of Slag Inclusion
- Slag arises when the welding current is insufficient to provide the intensity – to melt the metal surface.
- Slag can develop when the welding speed is too high.
- Slag can form if the weld surface’s edge is not properly cleaned.
- Incorrect welding rod travel rate and angle.
Remedies for Slag Inclusion
- Increase the current density.
- Slow down the welding operation to avoid combining the slag and the weld pool.
- Clean the weld surfaces and remove slags from earlier weld layers.
- Double-check the electrode angle and travel rate.
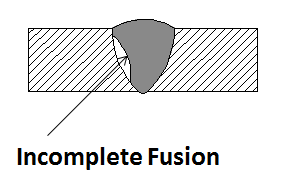
3. Incomplete Fusion
Many types of welding defects arise when there is an insufficient fusion between the metal and the weld. As a result, there is a gap inside the joint that is not filled with molten material. It’s also possible that it will appear between adjacent weld beads.
Causes of Incomplete fusion
- It occurs due to a lack of heat input.
- When there is a big weld pool that goes beyond the arc.
- When the angle of a joint is too small.
- Incorrect electrode and torch angles might potentially result in incomplete fusion.
- Incorrect bead placement.
Remedies for Incomplete Fusion
- Incomplete fusion is reduced by increasing the welding current while lowering the travel speed.
- Slow down the deposition process.
- Increasing the joint’s angle.
- Align the electrode and torch angle in such a way that the plate’s borders melt away.
- Placing the bead correctly to avoid sharp edges from neighboring beads.
4. Necklace Cracking
When electron beam welding is applied and the weld does not enter correctly, this occurs. As a result, the molten metal fails to pour into the hollow, resulting in “Necklace Cracking.”
Causes of Necklace Cracking
- A welding method that can’t keep up with the demands.
- It can be located in various materials, including nickel-base alloys, aluminum, carbon steels, and tin alloys.
- Using high-speed electron beam welding.
Remedies for Necklace Cracking
- You can reduce the chances of your necklace cracking if you utilize the proper welding procedure.
- Using the proper materials during welding.
- Maintain a constant speed throughout the welding process.
- A suitable welding technique.
Conclusion
As a result, we’ve created a list of all the various types of welding defects that might occur during any production process. During the welding process, any welding defects on the workpiece must be removed. If the welding material has defects, the material’s components may collapse under high conditions, causing property damage and, in some cases, death.
Recommended Articles

With 8 years of experience a senior welding instructor and safety equipment researcher and writes articles, reviews and guidelines on helmets and other welding and safety gears at Welder Choice, and other written works have been published in various publications.